Cum se procesează plexiglasul?

Întrebările despre cum să procesezi plexiglasul, cum să-l găurim acasă sunt foarte frecvente. Lucrul cu plexiglas pe mașini CNC are propriile sale subtilități. Un subiect separat este cum să procesați suplimentar o astfel de gaură. Toate acestea vor permite chiar și meseriașilor începători să evite multe greșeli.

Tipuri de prelucrare
Înainte de a vorbi despre cum puteți prelucra sticla organică acasă, trebuie să aflați despre principalele tipuri de astfel de procese. Dacă vorbim, în general, despre toate opțiunile posibile, atunci lista va fi următoarea:
- tăiere;
- frezare;
- măcinare;
- prelucrarea plexiglasului cu piatră ponce;
- ștampilare;
- obținerea unui pliu;
- munca de strunjire.



Un material similar, indiferent de tipul specific (acest lucru se aplică și sticlei acrilice, desigur, și fabricat din clorură de polivinil), este recunoscut ca un tip de plastic termoplastic. Când temperaturile cresc, chiar și doar până la 150 de grade, există inevitabil un risc crescut de deformare. Prin urmare, găurirea în sticla organică este considerată o operație mult mai complicată decât lustruirea, frezarea sau tăierea la dimensiune. Pentru a găuri corect o gaură atât pe CNC, cât și manual, este necesar să selectați cu atenție burghiul pentru a se potrivi cu dimensiunea.
Trebuie acordată atenție mărcii dispozitivului de foraj.

În orice caz, trebuie avut în vedere faptul că sticla organică, în comparație cu sticla convențională:
- de două ori mai ușor;
- mai puternica;
- îndură loviturile mai statornic;
- protejează optim împotriva răspândirii căldurii;
- mult mai transparent.
Implicit, acrilicul este acoperit cu o peliculă izolatoare. Nu trebuie încălcat. Când lucrați cu acest material, acesta trebuie monitorizat în mod constant, astfel încât să nu se încălzească excesiv, ceea ce se realizează prin selectarea instrumentului și a modului de acțiune. Toate uneltele trebuie mutate cât mai atent posibil. Orice mișcare bruscă poate rupe produsul delicat.


Reguli de lucru
Plexiglasul poate fi tăiat chiar și cu mijloace improvizate elementare. Un fierăstrău banal pentru metal este de asemenea potrivit. În condiții industriale, se folosesc uneori chiar și lasere speciale. Dar în cele mai multe cazuri, ei încă încearcă să găsească un fel de compromis între perfecțiunea instrumentului și costul acestuia. Prin urmare, în practică este de obicei necesar să se utilizeze ferăstraie circulare, ferăstraie cu bandă și tăietoare. Este recomandabil să lucrați cu un ferăstrău cu bandă acolo unde nu este necesară o tăietură dreaptă clară (adică atunci când primiți semifabricate preliminare pentru turnare).
Viteza de răsucire a mecanismului curea este de 700-800 m pe minut. Acolo unde este necesar un contur clar, neted, este recomandabil să folosiți freze. Cu ferăstraie circulare se fac tăieturi precise drepte. Linia de scor va fi foarte clară.
Acrilul turnat este recomandat să fie ferăstrău cu dinți căliți cu carbură; viteza optima de rotatie de la 800 la 1200 m pe minut.


În condiții industriale, va fi mai bine să procesați plexiglas pe echipamente de mare viteză. Tăieri mai rapide și viteze de avans scăzute produc muchii excelentela. Secțiunea discurilor este de 25 cm Discurile în sine sunt fabricate din aliaje de mare viteză. Se poate folosi și metal feros obișnuit, dar cu călire cu componente din carbură.
Tăierea cu laser este mult mai precisă decât utilizarea sculelor electrice. Vor fi mai puține deșeuri în timpul unei astfel de lucrări. Dar în acest caz, tensiunea din interiorul produsului crește. Lipirea unor astfel de suprafețe este foarte periculoasă.
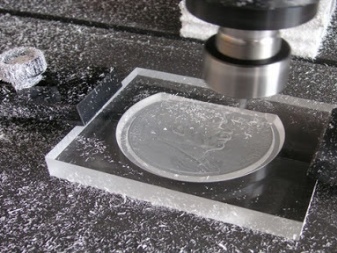
Puteți găuri plexiglas cu o mașină de găurit fixă sau mobilă. Burghiul trebuie să fie din aliaj de mare viteză. Este proiectat pentru performanță maximă. Cu cât burghiul este forat mai adânc, cu atât burghiul trebuie ridicat mai des. Acest lucru va permite scoaterea așchiilor și, în același timp, va reduce încălzirea materialului. Răcirea accesoriilor de tăiere cu fluide speciale sau aer comprimat ajută la reducerea tensiunilor interne periculoase.


Pentru gravură, în cele mai multe cazuri, se folosesc ripper, care sunt așezate pe pantografe. Ripperele în sine sunt echipate cu freze mici de diferite profile.
În cazurile dificile, se folosesc echipamente de tăiere cu laser. Pentru a îmbunătăți gravura, adâncimea fasciculului este limitată.
Măcinarea plexiglasului brut sau deformat se poate face cu smirghel umed acoperit cu granule fine de corindon. Când șlefuirea brută se termină, suprafața este tratată cu amestecuri de lustruire precum VIAM, crocus. Lucrarea se efectuează fie manual, fie pe echipamente de lustruire. Marginile tăiate și suprafețele mate sunt lustruite mecanic fără probleme folosind freze diamantate. Pe tăieri curbate și în alte cazuri dificile se efectuează lustruire la foc la temperatură înaltă. Va trebui să lucrați cât mai atent, curățând cu atenție stratul tratat; stresul este prevenit prin recoacere, care facilitează lipirea sau colorarea.
Plexiglasul trebuie turnat în trei etape:
- incalzire;
- turnarea propriu-zisă;
- îndepărtarea căldurii și răcirea.


Sfaturi utile
Sticla organică de extrudare poate fi lipită folosind:
- adeziv de film;
- adeziv polimerizabil;
- adezivi epoxidici, poliester.
O tăietură curbilinie se face folosind un fir de nicrom sau un izvor fierbinte. În ceea ce privește strunjirea, cea mai practică opțiune este același mod ca și pentru prelucrarea de mare viteză a lemnului de esență tare. Cipsele sunt decisive pentru a evalua calitatea muncii.

La găurire, unghiul vârfului burghiului trebuie să fie de maximum 60 de grade pentru foile subțiri și de 70-90 de grade pentru piesele groase.
Este mai bine să îndoiți plexiglasul după o încălzire temeinică în locul dorit; Acest lucru se realizează cu ajutorul unui fier de lipit, a unui uscător de păr de construcție, iar în lipsa acestora - cu ajutorul unui tub metalic fierbinte.
Burghie ideale:
- au o canelură cu un unghi de ridicare de 17 grade;
- ascuțit pe colțul din față cu 3-8 grade;
- ascuțit la unghiul spatelui cu 0-4 grade.
Un burghiu conic va produce o gaură conică. Instrumentul în trepte va ajuta la găurirea canalelor cilindrice. Se ia un burghiu de frezat pentru a face o gaură alungită.



Important: indiferent de tip, varful trebuie sa fie in perfecta stare. Este necesar să începeți găurirea la viteză minimă, apoi, când apare o crestătură, acestea trec la viteză medie.
Doar în ultima treime a materialului are sens să găurim cât mai repede posibil.... Dar nici atunci nu trebuie să uităm să reducem periodic viteza la minim. După ce ați găsit bavuri, găuriți-le cu un burghiu din piatră minerală la cele mai mici viteze.
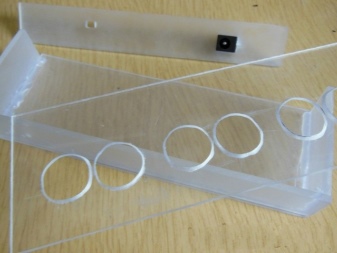
Important: puteți găuri plexiglas cu un burghiu, dar nu puteți folosi o șurubelniță. Găurile mai lungi de 10 mm și mai largi de 7 mm sunt recomandate a fi prelucrate pe mașini staționare cu disipare a căldurii apei.
Cum să tăiați plexiglasul, vezi videoclipul.













Comentariul a fost trimis cu succes.