Totul despre sarma de sudare cu argon

A ști totul despre sârmă pentru sudarea cu argon este același moment obligatoriu pentru orice sudor, precum și capacitatea de a selecta electrozii, tipurile și caracteristicile curentului. Nici alegerea acestui fir nu este atât de ușoară pe cât pare. Iar aplicarea sa poate amenința cu o serie de capcane dacă nu este făcută corect.

Particularități
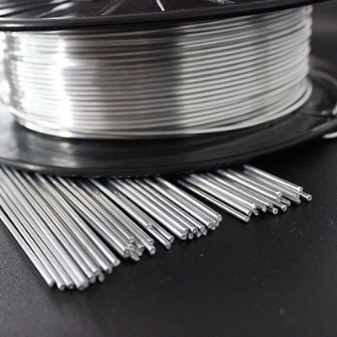
Caracteristica principală a unui fir de sudare cu argon este aspectul său. În cele mai multe cazuri, aceste componente sunt tije metalice răsucite în bobine. Trebuie să introduceți astfel de bobine în mecanismul de alimentare. Firul de intrare în sine poate avea o structură solidă sau goală. Există și produse cu stropi. Materialul aditiv trebuie să fie exact același cu materialul piesei de prelucrat.
Toate încercările de a încălca această regulă nu duc la nimic bun. Transportul mulinetei este convenabil pentru uz industrial. În modul manual, firul este introdus în zona de lucru în principal pentru lucrări de artizanat. În general, tehnologia nu impune alte cerințe speciale.


Vizualizări
Firul solid este fabricat din metal pur. Compoziția unor astfel de dispozitive nu poate conține impurități; nici aditivii nu trebuie utilizați. În ciuda simplității lor, aceste tipuri de sârmă sunt cele mai utilizate de sudori. Aceștia sunt luați în principal pentru sudare în atmosferă de gaz. Sârma cu miez de flux este practic nepotrivit pentru sudarea cu argon, deoarece este destinat în mod special să înlocuiască ecranul extern de gaz cu substanțe eliberate în timpul topirii pulberii.
Cel mai interesant este elementul activat. Combină avantajele soluțiilor solide și pulbere fără dezavantajele acestora. Diferențele se aplică și tipului de materiale care trebuie sudate. Sârma de umplutură pentru prelucrarea cu arc cu argon a metalului feros este una dintre cele mai comune opțiuni. Distribuția principală este următoarea:
- Sârma cu miez de flux este folosit forțat pentru manipularea oțelurilor carbon care sunt ulterior tratate termic (deși aceasta nu este de obicei cea mai bună alegere);
- aluminiul este necesar pentru a lucra cu aluminiu (poate conține mangan, siliciu, magneziu și alte incluziuni);
- sarma de sudura inoxidabila - folosita in lucrul cu otel aliat cu crom sau nichel;
- placat cu cupru (utilizat în principal la sudarea pieselor de prelucrat puternic aliate sau moderat aliate);
- oțel simplu (de preferat pentru lucrul cu metal ușor aliat).



Sârma inoxidabilă este utilizată în mod activ pentru sudarea oțelului care conține crom sau nichel. Ieșirea ar trebui să fie o cusătură de foarte înaltă calitate.
Apariția fisurilor este aproape imposibilă, la fel ca și apariția proceselor de coroziune. Când utilizați sârmă inoxidabilă, cantitatea de stropi este redusă la minimum. Arcul va funcționa foarte activ și stabil, iar durata de viață a cusăturii va crește semnificativ.
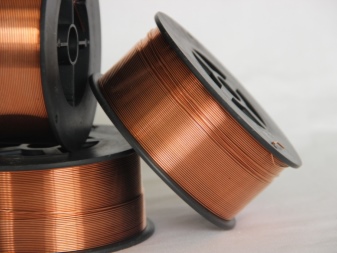
Sârma placată cu cupru are aceleași proprietăți pozitive ca și varietatea sa inoxidabilă. În plus, ajută și la salvarea pieselor de mână, indiferent de aparatul de sudură folosit. Furnizarea de sârmă placată cu cupru înseamnă de obicei înfășurarea acestuia pe o casetă de plastic. Grosimile tipice variază de la 0,6 la 1 mm. Sârma placată cu cupru (de exemplu, SV-08G2S) facilitează repornirea arcului de sudare și ajută la stabilizarea arderii acestuia în orice mod. Produsul alternativ ESAB este conceput pentru a funcționa cu:
- oțel pentru scule;
- aliaje de oțel utilizate în construcțiile navale;
- metal ștanțat;
- aluminiu;
- fontă.

Sârma de oțel simplă pentru sudarea cu argon este aplicabilă în aproape orice domeniu al producției industriale. Acest consumabil este clasificat în funcție de un număr mare de indicatori. Un rol foarte important, alături de secțiune, este rezistența mecanică a materialului. Compoziția sa chimică exactă este, de asemenea, importantă - ca întotdeauna, cu cât mai aproape de piesa de prelucrat, cu atât munca este mai bună și mai eficientă. Poate fi folosit numai firul marcat cu abrevierea „Sv”, secțiunile sale transversale variază de la 0,03 la 1,2 cm.
Materialul de aluminiu este solicitat la manipularea aliajelor de aluminiu, unde proporția de siliciu este limitată la 3%. Conținutul limitator de cupru în acest caz variază de la 3 la 5%. Material de umplutură similar:
- garantează o rezistență crescută;
- oferă aceeași culoare ca și spațiile în sine;
- nu este inferioară rezistenței la coroziune față de structurile din aluminiu.
Aditivii de aluminiu sunt solicitați în fabricarea de automobile, vase fluviale și maritime. Un astfel de fir este folosit destul de masiv la sudarea structurilor în contact cu apa. Dar este important să înțelegeți că aluminiul pur nu este utilizat în practică, este întotdeauna amestecat cu alte substanțe - în caz contrar, nu se poate asigura o rezistență suficientă.
Acest moment este tipic și pentru consumabilele de sudare. Cu toate acestea, ponderea aditivilor de acolo nu depășește 1%.



Alegere
Principalul punct este manipulările efectuate. Sârma concepută pentru sudarea cu argon în sine nu este potrivită pentru tăiere (și invers). Trebuie acordată atenție diametrului produselor. Este destul de natural ca cu cât metalul este mai gros, cu atât aditivul ar trebui să fie mai mare. În cele mai multe cazuri, se alege un fir cu o secțiune transversală de 3 mm.
Este de remarcat faptul că în sârma de sudură pot fi prezente componente speciale de îmbunătățire. Proprietățile tehnice ale produsului depind de cantitatea și proporțiile acestora. De asemenea, merită să acordați atenție marcajului firelor. După literele „Sv” există un număr care reflectă concentrația de carbon. Mai mult, sunt indicate metale suplimentare dacă concentrația de metal este de 0,99% sau mai puțin.



Instructiuni de folosire
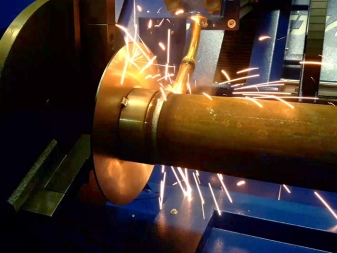
Sârma de sudură poate fi utilizată în mod automat sau semi-automat. Furnizarea de argon trebuie să fie strict sincronă cu furnizarea de aditiv. De asemenea, va trebui să utilizați un arzător specializat. Se presupune utilizarea curentului continuu cu polarizare directă. Funcționarea pe curent alternativ implică utilizarea unui oscilator, dar în practică, acest tip de manipulare este prezentat numai atunci când se lucrează cu tuburi mici cu pereți subțiri.
De asemenea, uneori se practică sudarea manuală cu argon. Operatorul ține lanterna cu o mână și firul cu cealaltă. Acesta din urmă este introdus în zona de lucru cât mai ușor posibil. Această metodă necesită o mână fermă, puternică și un ochi stabil.
Și chiar și în astfel de condiții, nu este posibil să lucrați o perioadă lungă de timp și stabil, prin urmare, este foarte de dorit să utilizați cel puțin un dispozitiv semiautomat.














Comentariul a fost trimis cu succes.