Totul despre tije de sârmă de 8 mm

Sârma laminată este o materie primă gata preparată pentru producția de sârmă din oțel galvanizat, fitinguri, frânghii, fire și cabluri. Fără el, producția de inginerie electrică și radio, vehicule speciale, construcția de case cu cadru și o serie de alte tipuri și varietăți de activitate umană s-ar fi oprit.


Caracteristici și cerințe
Tija de oțel are rezistență și duritate crescute, ceea ce o face o bază potrivită pentru producerea de secțiuni transversale rotunde și ovale netede, frânghii, umerase pentru cabluri de cupru și optice, cuie, electrozi de sudare și fire sudate, capse cu tăietură rotundă. O secțiune transversală comună a sârmei laminate este perfect rotundă, mai rar ovală.
Diametrul sârmei laminate este de la fracțiuni de milimetru până la 1 cm.Cea mai populară este secțiunea de sârmă de oțel laminată de 5-8 mm.



Sârma de cupru are adesea o grosime de 0,05–2 mm, așa cum demonstrează înfășurarea motoarelor, firelor și conductorilor centrali ai cablurilor coaxiale, cablurilor multipolare. Aluminiul este folosit în principal ca fire și cabluri pentru liniile electrice - secțiunea transversală a unei tije ajunge la un centimetru. În acest din urmă caz, se folosește un cablu de aluminiu suspendat pe izolatorii ceramici ai stâlpilor. Cablurile izolate și învelite au o secțiune transversală suficientă pentru a rezista la sute și mii de kilowați luați de consumator de la stația de transformare.
Sarma de sarma, ca si alte profile de metal feroase laminate, este potrivita pentru paratrăsnet care oferă protecție împotriva trăsnetului.



În producția de sârmă, acestea aderă la GOST 380-94. Nu este permisă fabricarea tijei conform TU pentru fitinguri și fire. Sarma ruptă poate provoca prăbușirea unei clădiri înalte (armărea din oțel se va rupe, cadrul din beton armat se va crăpa, se va mișca și clădirea va deveni o urgență) sau poate provoca un incendiu (sârme și cabluri de aluminiu sub presiune semnificativă). Depășirea cantității permise de impurități, cum ar fi sulful, va face ca oțelul să fie inutil de fragil. Oțelul cu conținut scăzut de carbon nu va dobândi duritatea și rezistența, de exemplu, pentru baterea cuielor în lemn.
Acestea și multe alte caracteristici sunt monitorizate de specialiști, verificând în conformitate cu GOST. Greutatea și diametrul tijei sunt reglementate de GOST 2590-88. Sârma de oțel este produsă cu o precizie obișnuită (C) și mare (B) în ceea ce privește diametrul și greutatea. Ovalul rulat nu trebuie să depășească jumătate din suma diferenței maxime de diametru.
Curbura firului nu depășește 0,2% din lungimea sa. Acest indicator se determină pe un segment de cel puțin 1 m, situat la o distanță mai mare de 1,5 m de margine.
Greutatea a 1 metru de tijă de oțel de 8 mm conform GOST este de 395 g. Pentru 9 mm - 499, pentru greutatea specifică de 10 mm a unui contor de rulare - 617 g. Sarma nu trebuie să se rupă la îndoirea de 180 ° (întoarcerea tijei în direcția opusă). Cu o singură îndoire, nu ar trebui să se formeze microfisuri. Diametrul pinului de alimentare, prin care tija este verificată pentru îndoire, este egal cu diametrul secțiunii sale.


Cum
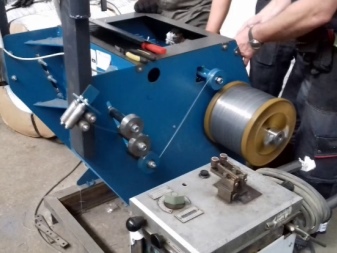
Producția de sârmă este una dintre cele mai simple metode de laminare a metalelor. Pur și simplu pune, sârmă laminată - un profil rotund al cărui diametru, spre deosebire de țeavă, este mai mic de 1 cm. Nu are sens să produci un fir cu o secțiune transversală mai mare (cu excepția armăturilor de până la câțiva cm în diametru): costurile metalelor și aliajelor lor ar fi foarte mari.


Tagla sub forma unei bare lungi, multimetru, este rulată pe un transportor-mașină de rulare. Metalul sau aliajul este încălzit și întins, trecând prin arborii de ghidare care definesc secțiunea și diametrul. Tija de sârmă încinsă este înfășurată pe tamburul mașinii de bobinat, care formează o bobină inelă.
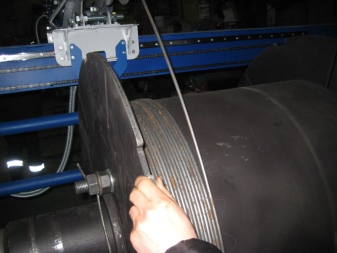
Răcirea liberă poate înmuia materialul din care tocmai a fost trasă tija. Accelerată - suflată sau scufundată în apă - va conferi metalului sau aliajului o duritate suplimentară.
Tija de sârmă cu răcire liberă nu este testată pentru masa calcarului. Cu răcirea accelerată, conform GOST, cota sa nu ar trebui să depășească 18 kg pe tonă de produs finit. Scara este ciobită fie mecanic (folosind perii de oțel, spargerea calcarului), fie chimic (trecând firul prin acid sulfuric diluat). Utilizarea acidului sulfuric concentrat reduce rapid si usor scara, dar si subtiaza sectiunea utila a tijei.
Pentru a elimina efectul de saturare a metalului cu hidrogen și pentru a preveni apariția fragilității în timpul gravării, se utilizează ortofosfat de sodiu, sare de masă și alte săruri, care încetinesc coroziunea excesivă a sârmei laminate în timpul prelucrării acestuia.

Vizualizări
Acoperirea aplicată pe sârmă se face prin pulverizare la cald sau anodizare. În primul caz, pulberea fierbinte de zinc este aplicată pe sârmă de oțel, din care s-a îndepărtat în prealabil calamul (peroxid de fier).
Asa se obtine sarma galvanizata. Procesul necesită o temperatură de 290–900 ° C, se numește difuz.

Zincul se aplică și prin anodizare, dizolvând o sare care conține zinc, de exemplu, clorură de zinc, într-un electrolit. Un curent constant trece prin tren. Pe catod se eliberează un strat de zinc metalic, iar pe anod, în acest caz, clor, care este determinat de miros în condiții de laborator. Placarea cu cupru a aluminiului (pentru a economisi cuprul) se realizează și prin anodizare. Domeniul de aplicare al conductoarelor din aluminiu legate cu cupru este cablurile de semnal pentru sisteme de curent scăzut, de exemplu, rețele de sisteme de securitate și de alarmă de incendiu și supraveghere video.
Metoda la rece presupune aplicarea unui strat protector pe tija care tocmai a fost detartrată. Compoziția polimerică (organică) acționează ca bază, dar un astfel de fir se teme de supraîncălzire peste câteva zeci de grade peste zero.

Metoda gazodinamică permite galvanizarea unui produs din oțel de orice formă. Principiul său de funcționare se bazează pe un flux hipersonic al unui gaz aplicat prin pulverizare.
Galvanizarea la cald este cea mai bună metodă. Bara galvanizată la cald va dura mult mai mult decât exact același produs procesat prin alte metode. Pentru aceasta, sarma de sarma sau alt produs se pune intr-o baie in care este topit zincul. După extracție, zincul este oxidat, apoi se adaugă dioxid de carbon, iar oxidul de zinc este transformat în carbonat de zinc.
La sfârșitul procesului de producție, sarma de sârmă finită este livrată magazinelor de vânzare cu amănuntul, cumpărătorilor angro (de exemplu, companii de construcții) sau trimisă la alte fabrici care produc cuie și bare de armare. Pentru persoane fizice, sarma laminata se vinde in diametrul mai mic de 8 mm si in cantitati mult mai mici decat angrosistii.


Sarma de oțel, conform GOST 30136-95, este produsă măsurat, nemăsurat și de câteva ori mai mare decât valoarea măsurată.
Lungimea tijei este determinată de compoziția oțelului.
Pentru oțelurile cu conținut scăzut de carbon, bara laminată are o lungime de 2-12 m: cu cât este mai puțin carbon în oțel, cu atât este mai ductil. Oțelul cu conținut ridicat de cărbune este produs sub formă de tije de 2–6 m. Oțelul cu conținut ridicat de carbon, care este de înaltă calitate, permite producerea de tije de 1–6 m.














Comentariul a fost trimis cu succes.