Tot ce trebuie să știți despre sculele de strunjire

Profesioniștii știu totul despre sculele de tăiere pentru strung, dar cei neinițiați se pot pierde cu ușurință în varietatea de tipuri, forme și producători de scule. Și le este și mai dificil să abordeze subiectul creării incisivilor cu propriile mâini. Dar există încă reguli pentru ascuțire și instalare. Merită să acordați atenție acestui lucru.

Particularități
Ceea ce este o unealtă de strunjire este un element care include un suport și un cap de lucru. Primul ajută la fixarea tăietorului pe mașină, iar al doilea - pentru a lucra cu piesa de prelucrat. Secțiunea suportului poate fi pătrată sau dreptunghiulară. Partea de lucru include mai multe planuri adiacente și muchii de tăiere, iar unghiul de ascuțire este asociat cu caracteristicile materialului care este prelucrat în acest moment și cu tipul de prelucrare în sine.

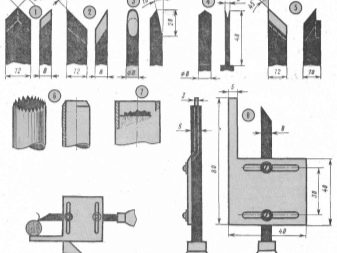
Un pic despre capul de lucru: poate fi solid sau cu plăci care sunt sudate pe el (sau lipite). Și chiar și astăzi există freze pentru strung, care funcționează cu plăci înlocuibile, ceea ce este foarte convenabil. Frezele cu elemente solide sunt mai rar întâlnite, dar cele sudate/sudate sunt mult mai frecvente. Sunt fabricate din oțel rapid sau dintr-un aliaj de carbură cu tantal, titan sau wolfram.

Piesa poate fi utilizată pentru a prelucra oțel, fontă, produse din metale neferoase, precum și materiale nemetalice.
După cum sa menționat deja, sculele de strunjire cu inserții schimbătoare sunt un lucru convenabil pentru un profesionist. Placa de pe cap poate fi ținută mecanic, cu șuruburi sau cleme speciale. Și apoi este foarte confortabil să-l folosești. Mai ales dacă placa este făcută din ceramică minerală (deși costul piesei tăiate în acest caz va "sări") brusc.
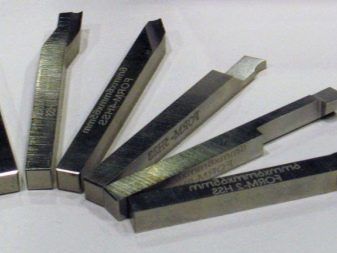
Partea de lucru a sculei de strunjire poate fi din carbură, poate fi din oțel de mare viteză sau din oțel carbon de înaltă calitate. Există o mulțime de tipuri de incisivi, aceasta este o clasificare mare și complexă.


Prezentare generală a speciilor
Incisivii diferă în funcție de funcționalitate, nuanțe de design și alți parametri.
Prin programare
Aici vorbim despre materialele cu care lucrează freza.
-
Lemn. În piețe se găsesc în seturi cu inele, piepteni, reer, cârlige, meisel. Incisivii și mecanismele de rotație sunt ținute împreună.
-
Pentru metal. Când trebuie să sudați sau să lipiți o placă, atunci se vorbește despre alegerea optimă pentru freze. Aliajele de carbură și aliajele de mare viteză sunt folosite mai des în acest caz. Instalarea unor astfel de freze este posibilă nu numai pe strunguri, ci și pe crestare, rindeluire, în scopuri speciale și altele.

Această clasificare este mică, aici alegerea nu va fi dificilă.
De proiectare
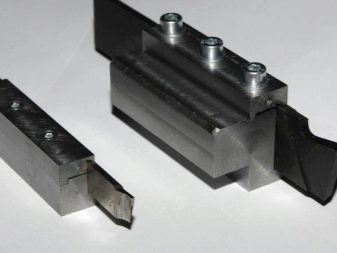
Acestea sunt freze solide, în care arborele și capul sunt articulate printr-un singur sistem. Sau este o unealtă cu plăci sudate, acestea sunt foarte ferm legate de cap. Dacă lipirea plăcilor a fost efectuată fără precizie tehnică, ulterior se pot forma fisuri pe suprafața de lucru. Astfel de freze sunt utilizate pe scară largă deoarece sunt potrivite pentru o mare varietate de mașini.
Frezele cu fixare mecanică a plăcilor sunt considerate una dintre cele mai convenabile opțiuni pentru plăcile metalice. Acest lucru se aplică soiurilor prefabricate și de reglare și suportului.

După tipul de prelucrare
Aici frezele sunt împărțite în finisare și semifinisare. Pentru finisare, viteza de alimentare este redusă; materialul cu o grosime mică este îndepărtat din semifabricat.Cel mai adesea, astfel de instrumente sunt reprezentate de un tăietor care trece. Semifinisările sunt foarte asemănătoare cu versiunea anterioară, dar din punct de vedere al caracteristicilor sunt mai slabe decât cele de finisare. Dar ele pot fi folosite pentru aceleași sarcini.


După tipul de instalare
Incisivii tangențiali sunt un instrument care este instalat la un anumit unghi și, în plus, oricare, cu excepția unuia drept. Aceasta este măsurată în raport cu axa suprafeței care este supusă operației. Și unealta se distinge printr-o schemă complexă de elemente de fixare pentru strunjirea interioară.
Freza radiala se distinge prin fixarea unui unghi exclusiv drept pe suprafata care este prelucrata. În scopuri industriale, o opțiune populară. Iar versiunea radială are un mare plus - este un sistem de prindere simplificat.


După tipul de furaj
Este încă mai simplu aici: frezele din stânga se numesc unelte cu partea dreaptă a tăieturii, tocmai la acesta este rotit metalul care este prelucrat. La frezele din dreapta din stânga există o parte din tăiere, suprafața metalică este rotită pe ea pentru prelucrare.

Prin fixarea piesei tăietoare în raport cu tija
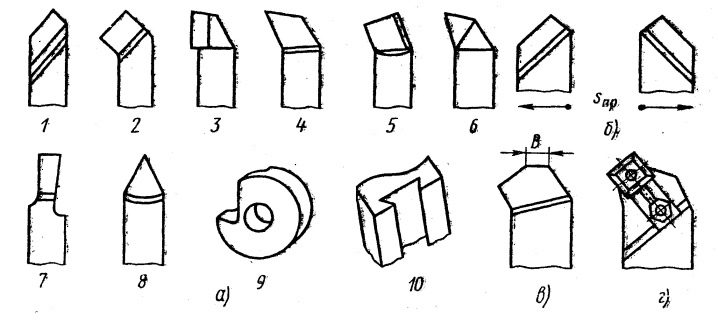
Și această caracteristică reprezintă 4 tipuri de incisivi. Cele îndoite se disting printr-o linie curbată specială, care este caracteristică axei de proiecție a poziției superioare. Iar localizarea laterală asigură că liniile sunt drepte. Incisivii drepti sunt cei a căror axă de proiecție menține o linie dreaptă, atât de sus, cât și din lateral.
La incisivii desenați, partea capului și tija sunt diferite ca mărime, capul va fi mai mic. Este atașat de axa incizală. Detaliile sunt caracterizate de o anumită deplasare față de axa frezelor, în orice direcție. Ei bine, incisivii curbați din localizarea superioară sunt legați de axa de proiecție printr-o linie uniformă, în timp ce proiecția laterală este conectată cu o linie curbă.


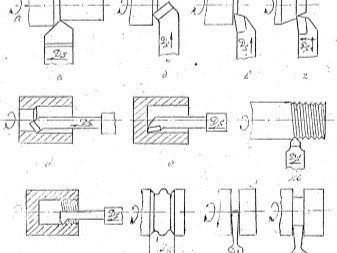
Prin metoda de prelucrare
Și aici sunt multe soiuri.
-
Subcotarea. Dacă este o mașină de alimentare încrucișată, unealta poate fi conectată cu ușurință la echipament. Acestea sunt fie marginile diferitelor suprafețe, fie elemente în trepte.
-
Puncte de control. Funcțional pentru prelucrarea metalelor cu echipamente de avans transversal și longitudinal. Acest lucru este relevant dacă tunderea se referă la capete, la piese de prelucrat cilindrice și în formă de con.
-
Plictisitor. Necesar pentru găuri traversante și oarbe, pentru adâncituri și adâncituri.
-
Rundă. Aici forma a determinat numele.
-
Filetat. Formează fire externe și interne, cu secțiune trapezoidală, precum și rotunde și dreptunghiulare. Produsele în sine pot fi plate, rotunde, precum și convexe.


Și incisivii sunt egali (rețin marginile dreptunghiulare), curbați (diferă doar prin formă, ușor), formați (combinați cu forme modelate ale structurilor complexe).
Materiale (editare)
S-a remarcat deja că incisivii sunt fabricați dintr-o mare varietate de materiale. De exemplu, solid. Acestea sunt unelte de wolfram care pot prelucra metale neferoase și diferite aliaje. Bun pentru piese de prelucrat din fontă, nemetale. Există, de asemenea, tăietoare din titan-tungsten care pot lucra cu orice metal. Și frezele de tantal-tungsten-titan sunt necesare acolo unde sarcina este de a prelucra metale dificile, de exemplu, cele forjate și rezistente la căldură, adică cele care nu sunt atât de ușor de luat.


Dacă frezele sunt fabricate din materiale de tăiere rapidă, atunci pot fi cu eficiență normală și cu eficiență crescută. Dar acele unelte care sunt fabricate din material de carbon sunt considerate, și pe bună dreptate, de cea mai înaltă calitate.
De asemenea, se folosesc freze cu diamante: funcționează bine metale neferoase, precum și plastic, cauciuc, ebonită, fibre. Dar pe metale feroase nu funcționează cu greu, deoarece în relația lor frezele cu diamante sunt considerate foarte fragile. Elementele elborice sunt considerate concurenți „proaspete” pentru elementele diamantate.

Producători de top
Printre principalii producători se numără și companiile rusești. De exemplu, INIGS, face o gaură excelentă prin piese la un preț bun. Și, de asemenea, printre mărcile autohtone, liderii sunt "Kanashsky IZ", un produs popular al cărui produs este linia dreaptă. Printre companiile de import, producătorii cehi sunt de mare încredere.
Trusele sunt, de asemenea, populare, de exemplu, un set de unelte pentru lemn. Produsele populare includ Enkor, precum și Metalmaster, Proma, Proxxon. Cu toate acestea, trebuie să vă concentrați nu numai pe mărci, preț și țară de producție.


Sfaturi de selecție
Freza este selectată în funcție de tipul de piesă care urmează să fie prelucrată, de materialul piesei, de formă și de finisajul dorit al suprafeței. De exemplu, există o solicitare pentru o piesă cilindrică fără orificiu intern, ceea ce înseamnă că freza va avea nevoie de un tăietor îndoit, drept sau împins.
Ce altceva să luați în considerare atunci când alegeți:
-
materialul de fabricație (oțel inoxidabil sau aliaje dure, de exemplu);
-
prezența/absența unui set (de multe ori este mai profitabil să cumpărați doar seturile);
-
posibilitatea de a utiliza o unealtă universală, un astfel de tăietor poate fi numit și un tăietor modular, deoarece diferite plăci pot fi atașate la suportul din el și, prin urmare, diferite piese de prelucrat pot fi prelucrate în unghiuri diferite.

Foarte des profesioniștii se confruntă cu dificultăți în alegerea unui instrument „pentru ei înșiși”. Ar trebui să fie într-adevăr ușor de utilizat și, de preferință, ieftin. Și gândul de a face un tăietor de casă nu este un asemenea pariu.
Cum să o faci singur?
Să presupunem că vorbim despre realizarea unui instrument de strunjire a lemnului. Aceste instrumente sunt făcute singure mai des.
Orice tip de daltă presupune respectarea unei astfel de scheme.
-
Conform desenelor sau unei fotografii, o piesă de prelucrat din oțel de forma dorită este tăiată - aceasta se face pe un strung conform dimensiunilor specificate.
-
Se realizează ascuțirea primară a viitorului tăietor.
-
Partea metalică trebuie să fie călită astfel încât tăietorul să poată manipula diferite tipuri de lemn. Mai întâi, metalul este încălzit la temperatura maximă, apoi este scufundat în ulei de motor și acolo trebuie să se răcească complet. Și o poți suporta doar la temperatura camerei.
-
Aceasta este urmată de finisarea ascuțirii.
-
Partea de tăiere a tăietorului este împinsă pe mânerul de lemn al unealtei.


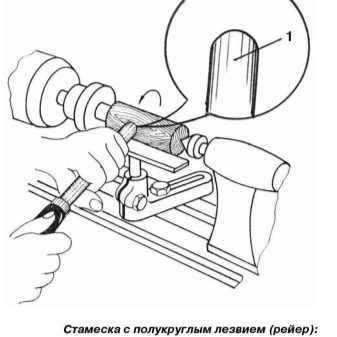
În acest proces, cel mai crucial moment va fi ascuțirea primară. Incisivii sunt foarte diferiți, sunt făcuți dintr-o pilă, de exemplu, dar punctul este tocmai în scopul instrumentului, afectează rezultatul. De exemplu, pentru a realiza un tăietor cu o margine de tăiere semicirculară, se marchează un contur pe piesa de prelucrat, se îndepărtează tot ceea ce nu este necesar de-a lungul acesteia și se ascuțe vârful razei dorite. Muchia de tăiere trebuie ascuțită cu grijă, astfel încât să iasă uniform.

Un exemplu despre cum să faci un cutter Reyer cu propriile mâini.
-
O piesă de prelucrat este falsificată dintr-un fișier la dimensiunea sa.
-
O piesă de prelucrat plată este plasată pe o sertizare semicirculară, care stă în gaura nicovalei, deasupra este fixată un flotor semicircular și lovit cu un ciocan. Acest lucru se face astfel încât pânza să fie îndoită în jurul axei longitudinale. În loc de mistrie, se folosește o bară de oțel.
-
Până în momentul întăririi, „curea” este măcinată la un unghi de 45 de grade. După întărire, va fi mai dificil să faci același lucru, de aceea este important să nu ratezi momentul.
-
Apoi piesa de prelucrat este întărită, trebuie lăsată să se răcească.
-
Pânza este trimisă la cuptor pentru a se încălzi până la 200 de grade. După 20 de minute, îl scot și îl lasă doar în aer până se răcește.
-
Suprafețele exterioare și interioare sunt prelucrate, toate deformațiile trebuie nivelate.
-
Muchia de tăiere trebuie ascuțită prin alinierea mai întâi perpendiculară pe axa longitudinală.
-
Rămâne doar să puneți mânerul - reyer-ul de bricolaj este gata.

Lama rayerului, apropo, poate fi dreaptă sau teșită, ondulată, în funcție de scopul utilizării instrumentului, de amploarea acțiunilor sale.
Nuanțe de ascuțire
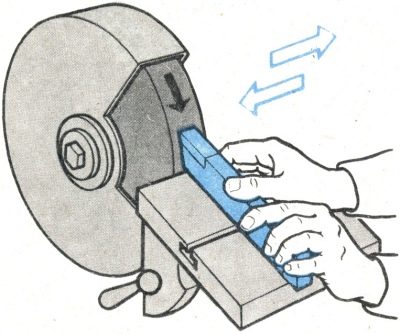
Ascutirea incisivilor este un moment mai mult decat crucial. Fără el, nu va fi posibilă menținerea piesei de lucru în stare optimă, în formă și cu unghiul corect. Nu este necesar să ascuți doar tăietorul sub forma unei inserții de carbură de unică folosință. Dacă vorbim despre întreprinderi industriale, acolo frezele sunt ascuțite pe o mașină specială. Acasă, trebuie să fii creativ. De exemplu, substanțe chimice sau roți de șlefuit pot fi folosite pentru aceasta. O roată abrazivă este adesea instalată pe un strung - poate ascuți frezele cu o calitate destul de înaltă, aducând unealta la geometria dorită.


Dacă decideți să alegeți o roată de șlefuit, trebuie să vă concentrați pe materialul de bază. De exemplu, ascuțind corect freza din carbură, cercul va fi verde, carbură de siliciu. Dacă o piesă este ascuțită din oțel carbon de înaltă calitate sau oțel de mare viteză, roata ar trebui să fie selectată corindon.
Ascuțirea se realizează cu și fără răcire, iar prima opțiune este mult de preferat pentru mulți meșteri. Apa rece va curge în zona în care tăietorul intră în contact cu discul de șlefuit. Dacă răcirea este exclusă, atunci după procedură, este inacceptabilă să se răcească puternic unealta, partea de tăiere riscă să se crape pur și simplu.
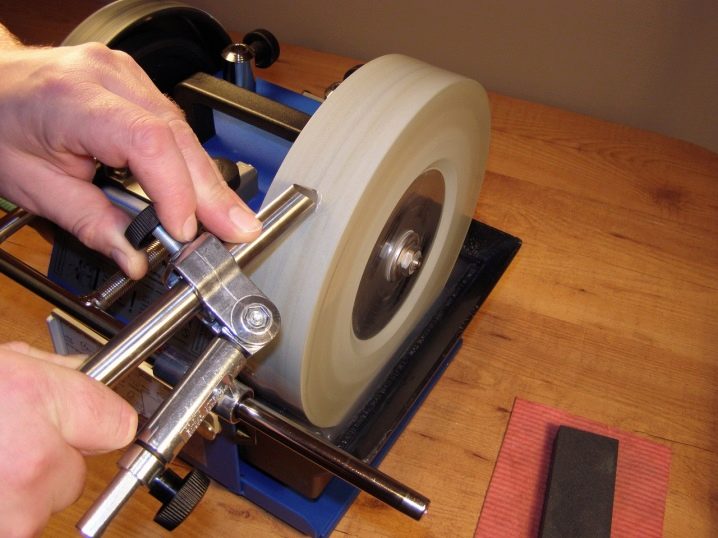
Ascuțirea implică și o etapă exemplară: mai întâi, suprafața din spate a bazei este prelucrată pe cerc, apoi suprafața auxiliară din spate și numai la finisare - partea din față. Finalizați lucrarea de ascuțire a muchiei de tăiere, ținând cont de raza de rotunjire necesară.
Imediat în momentul ascuțirii, elementul trebuie deplasat încet în cerc (tocmai încet, graba deseori perturbă funcționarea), fără a-l apăsa prea mult. Acest lucru este important pentru organizarea uzurii uniforme și formarea unei muchii de tăiere extrem de plate.
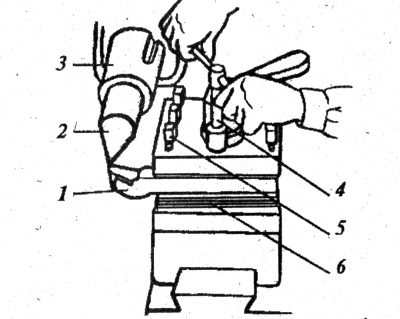
Reguli de instalare
Fixarea perfectă a elementului pe suportul sculei este cursa de strunjire corectă ulterioară. Dacă unealta este reglată incorect, mașina va uza rapid muchia de tăiere. Înainte de a începe instalarea, picioarele suportului trebuie curățate. Practic, regula # 1 este ca vârful frezei să fie la nivelul liniei centrale a strungului (ceea ce înseamnă centrare). Dacă este instalată sub linie, piesa va fi pur și simplu împinsă în afara centrului când rulează, dacă este mai mare, încălzirea va fi inacceptabilă și uzura va fi rapidă.

Ce altceva este important de știut despre instalare:
-
dacă este fixat în suportul special cu cel puțin două șuruburi, aceasta oferă deja o garanție a instalării corecte;
-
freza fixă este adusă în centrul coapului sau al capului, este supusă ajustării înălțimii, nu sunt plasate mai mult de trei plăcuțe sub el;
-
apropo, căptușelile sunt pregătite într-o manieră complexă, nu există alternativă la ele;
-
pe suportul suportului de tăiere se pun lamele cu control al plecării acestuia din urmă (nu mai mult de 1,5 înălțime a tijei), în caz contrar mașina va funcționa cu vibrații;
-
apoi puteți regla adâncimea tăietorului cu așchii de testare sau cu un cadran de avans încrucișat;
-
dacă se ia prima metodă, freza se mișcă strâns până atinge elementul de rotație, apoi se îndreaptă spre dreapta și apoi se determină intuitiv adâncimea de tăiere;
-
dacă ați omis diametrul de ascuțire, trebuie să repetați totul cu adâncimea de tăiere necesară până când obțineți cea potrivită.
Apropo, înainte de a instala tăietorul în suport, trebuie să știți că în el pot fi fixate 4 elemente în același timp. Nu sunt furnizate mai puțin de două șuruburi pe suport.
Pentru tăierea metalului, pentru sculptarea suprafețelor din lemn, frezele sunt aproape de neînlocuit. Puteți căuta articolul dorit la singular, puteți achiziționa seturi multi-cutter pentru mașini CNC, iar unele articole sunt mai ieftine de făcut pe cont propriu. Principalul lucru este să cunoașteți exact funcționalitatea instrumentului și să înțelegeți tehnologia de lucru cu acesta.














Comentariul a fost trimis cu succes.