Totul despre strunguri cu turelă

Pentru a efectua diverse operațiuni pentru prelucrarea produselor metalice, este adesea necesară utilizarea strungurilor. Într-o categorie mare, putem evidenția unitățile de tip strunjire-rotuire, care sunt cele mai utilizate pe scară largă.


descriere generala
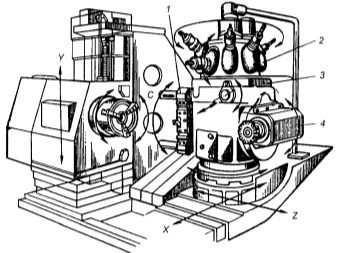
Scopul de bază al tehnologiei de strunjire a turelei corespunde seturilor de strunjire tipice. Diferența este prezența unui cap rotativ cu mai multe poziții. Acest element structural crește foarte mult eficiența echipamentului și, de asemenea, reduce timpul necesar procesării fiecărui produs. In afara de asta, modificările moderne ale TRS cu un modul CNC au devenit larg răspândite peste tot. Au turelă, zone speciale de așezare pentru amplasarea sculelor de tăiere.
Tipul necesar de structură a capului se datorează dezvoltării rapide a prelucrării metalelor. Faptul este că o astfel de piesă structurală în tandem cu CNC permite creșterea vitezei de procesare a produselor de 2 ori sau mai mult. În plus, îmbunătățește parametrii de precizie a dimensiunilor pieselor finite și gradul de rugozitate al suprafeței acestora.
Vorbind despre instalațiile de turnare și turelă, este necesar să se identifice următoarele fapte cheie.


În cele mai multe cazuri, asta echipamentul este cumpărat pentru uz industrial. Este instalat în ateliere angajate în producția în serie de produse; în toate celelalte cazuri, utilizarea sa nu va fi justificată din punct de vedere economic.
Caracteristicile de bază ale mecanismelor de rotire a turelei oferă capacitatea de a efectua prelucrarea elementelor la o viteză mare de avans la o viteză crescută... Un lichid special de răcire este furnizat zonei de tăiere, ceea ce previne supraîncălzirea sculei în sine și a pieselor de prelucrat.

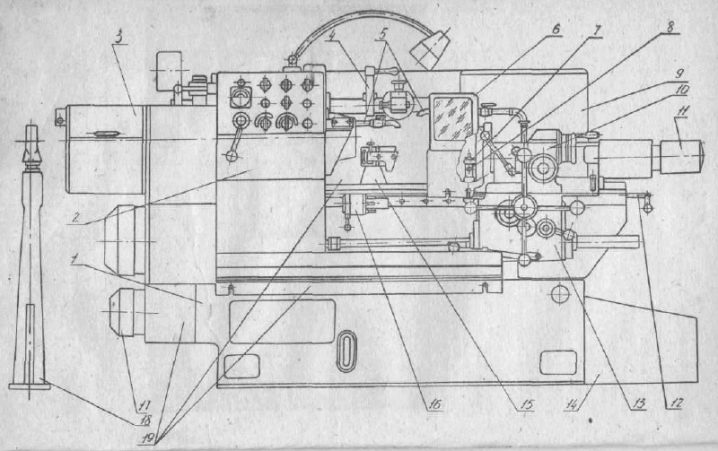
Toate unitățile principale ale unor astfel de echipamente sunt amplasate prin analogie cu alte strunguri - acesta este ceea ce asigură numărul de operațiuni efectuate. În general, parametrii tehnici ai unor astfel de unități oferă posibilitatea de a înlocui rapid suprafețele de tăiere.
Vizualizări
Producătorii moderni oferă o gamă largă de strunguri cu turelă. Ele diferă prin mecanismul de lucru, gama de operațiuni efectuate, caracteristicile de proiectare și unele alte caracteristici. Să ne oprim mai în detaliu asupra motivelor existente pentru clasificarea unor astfel de instalații.
După tipul piesei de prelucrat
În funcție de tipul produselor prelucrate, mașinile sunt pentru lucru cu cartuș sau bar... Arborele cu diametre mari sunt fixate în cutiile de cartuş. Secțiunea barelor este mai mică, dar au o lungime destul de impresionantă.

După poziţia axei piesei de prelucrat
Prin plasarea axei pieselor de prelucrat, puteți desemna modificări orizontale și verticale precum și înclinate... Mașinile-unelte cu aranjare verticală și orizontală au primit circulația maximă, instalațiile cu ax înclinat sunt folosite mult mai rar.
În plus, unele modele vă permit să înclinați piesa pentru strunjire sau alte operațiuni efectuate la un unghi ușor.


Se face un grup separat dispozitive semiautomate de rotire și rotire. Sunt solicitați atunci când lucrează cu tije de diferite diametre.Printre principalele caracteristici ale unor astfel de echipamente se numără următoarele caracteristici.
Mașină cu un singur ax, care are un singur ax perforat pentru a găzdui bara. În acest caz, dimensiunea secțiunii transversale a găurii este relativ mică.
Echipamentul suplimentar are forma unei unități responsabilă cu hrănirea și menținerea produsului într-o poziție statică.


În acest caz, proiectarea prevede un dispozitiv de retragere a elementului prelucrat după încheierea operațiunii, ceea ce face posibilă maximizarea automatizării producției.
Cei mai buni producatori si modele
Majoritatea întreprinderilor interne instalează standardul TRS - 1P371, 1A365, 1N318, precum și S193A, 1365 și altele... Cu toate acestea, în ultimul deceniu, a existat tendința de a le înlocui cu versiuni tehnologice avansate cu CNC. Modificările cu CNC au multe avantaje, datorită gradului crescut de automatizare și funcționalitate, precum și preciziei excepționale a prelucrării.

Echipamentul 1V340F30 oferit de uzina Berdichev se remarcă prin caracteristicile sale tehnice și operaționale sporite. Această unitate este controlată printr-un complex CNC, iar designul său include un cap cu 8 poziții. Suportul este amplasat transversal, ceea ce permite prelucrarea:
-
produse individuale cu o secțiune transversală de până la 20 cm;
-
produse de bar cu un diametru de până la 5 cm.

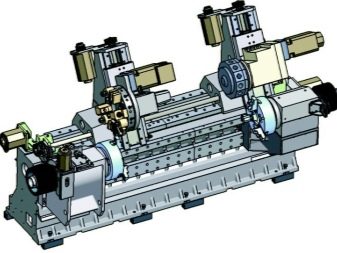
Unitatea 1P426DF3, fabricată la uzina de mașini-unelte Alapaevsk, este binecunoscută. Aceasta este o tehnologie modernă cu un modul de control al programului. Este solicitat pentru producția unică, mică și mijlocie de produse metalice. Nu este potrivit pentru prelucrarea unor loturi mari.
Caracteristica principală a fost amplasarea celor două capete pe suportul crucii... Una dintre ele este hexagonală, concepută pentru a lucra cu suprafețe interioare, cealaltă este rotundă, cu 8 poziții - pentru cele externe.


În plus, pe piața rusă a instalațiilor de strunjire au apărut zilele acestea o mulțime de echipamente de import, care sunt renumite pentru productivitatea sa.
-
Unități ST și DS de la Haas Automation (SUA). Aceste mașini vă permit să procesați produse din oțel aliat, precum și oțel inoxidabil.
-
Mașini GS-200 de la companie Mod bun.


Componente
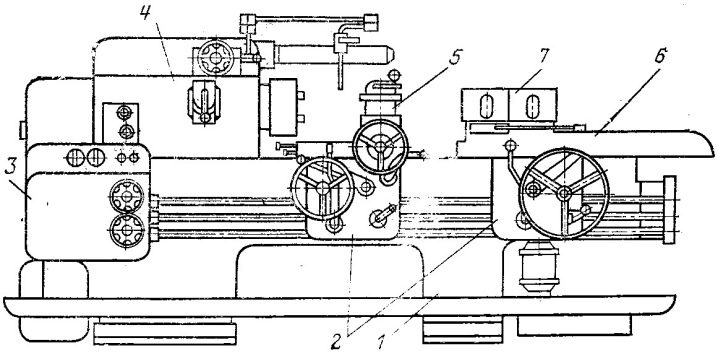
Ca și alte mașini, tehnologia strungului cu turelă implică utilizarea componentelor - apărătoare, țevi de ghidare și fusuri... Astăzi producătorii oferă o gamă largă de modele, numărul de fusuri în care poate varia. În același timp, sunt evidențiate următoarele puncte cheie.
În cazul poziției orizontale a axei capului de lucru, suportul se poate roti în jurul propriei axe, precum și să se deplaseze alternativ de-a lungul direcției acestei axe. În acest caz, rotația se efectuează simultan pe mai multe poziții de lucru, al căror număr total depășește adesea o duzină.
Cu o axă înclinată și verticală a capului, etrierul este fie convențional, fie de tip rotativ.
TPC-urile cu CNC presupun, de asemenea, un modul care este responsabil pentru prelucrarea de înaltă precizie, cu capacitatea de a modifica parametrii poziției capului. De obicei, unitățile sale principale sunt acoperite cu o carcasă specială. Acest lucru mărește siguranța operatorului de mai multe ori.
Ce fel de muncă se face?
După cum sa menționat deja, parametrii tehnici și operaționali ai dispozitivelor moderne de strunjire-revoluție permit efectuarea unei varietăți de operațiuni. Produsele variabile prezentate sub formă de corpuri de revoluție pot fi folosite ca semifabricate. Cele mai frecvente manipulări includ:
-
cotitură pe suprafața exterioară, în timp ce trecerea poate fi rugoasă sau finisată;
-
a tăia la instalarea elementului de tăiere;
-
filetat - atât interne cât și externe;
-
canelarea adâncimi și configurații diferite.

Pe lângă configurația cilindrică standard, astfel de mașini sunt capabile să prelucreze alte tipuri de piese de prelucrat.
-
Cu tip profil - cand se foloseste o masina de strunjire-frezata semiautomata, atunci strunjirea, ca orice alta prelucrare, se realizeaza printr-un sablon curbat sau cu ajutorul unei rigle de copiere.
-
Conic - prelucrarea se face cu ajutorul unui copiator special. În plus, o suprafață conică poate fi obținută prin metoda efectuării unei avansuri longitudinale-transversale unice.

Mecanismele compacte de rotire a turelei pot fi plasate într-o categorie separată. Astfel de dispozitive pot fi instalate chiar și în atelierele de acasă.
Ce să iei în considerare atunci când alegi?
Atunci când alegeți strunguri cu turelă, trebuie să vă concentrați pe criterii importante.
Categoria de precizie - pentru a stabili posibilitatea utilizării unei anumite modificări a echipamentelor pentru prelucrarea produselor metalice, este necesar să se cunoască ce precizie poate fi atinsă. Marea majoritate a versiunilor oferă clasa H.
Parametrii maximi ai piesei - secțiunea, lungimea, precum și dispunerea unităților de lucru între ele.
Material piesa de prelucrat - de obicei pe astfel de mașini se prelucrează fonta, oțelul cu conținut ridicat de carbon, oțel cu conținut scăzut de carbon sau aliat, este permisă strunjirea altor aliaje.
Limitarea numărului de rotații pe unitatea de timp - o piesă de prelucrat cu cerințe specificate de precizie dimensională și rugozitate poate fi obținută exclusiv prin derularea pieselor la o anumită viteză. În acest caz, trebuie luat în considerare numărul total de transmisii.
Producătorii trebuie să indice date privind viteza maximă la care se pot deplasa unitățile individuale atunci când efectuează alimentare cu viteză mare.

Parametrii puterii motorului și numărul de motoare - de regulă, în instalațiile de dimensiuni mici, motoarele au o putere redusă, deoarece piesele prelucrate sunt compacte și se îndepărtează puțin metal pentru fiecare rulare. În producția de serie, motoarele trebuie să fie capabile să reziste la sarcini continue.
Dimensiunile și greutatea echipamentului - este mult mai ușor să instalați mini-mașini. În plus, cele de dimensiuni mari necesită o pregătire atentă a bazei de lucru.
Și, de asemenea, este necesar să se țină cont de asta diagrama cinematică a mecanismelor poate varia... De exemplu, modelele în stil vechi au fost create în așa fel încât roțile de schimb ale anumitor configurații au fost instalate pentru a forma anumite tipuri de fire.
Protecție - modificările cu CNC necesită instalarea unui capac de protecție. Acest lucru minimizează riscul de rănire în timpul funcționării echipamentului.

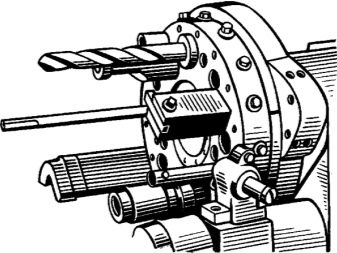
În dispozitivele moderne de strunjire, instalarea echipamentului necesar, precum și a suprafețelor de tăiere, se realizează cu precizie maximă. În astfel de unități, nu este nevoie de înlocuirea manuală a sculei de tăiere - acest lucru reduce semnificativ viteza de procesare a fiecărei piese. Ca urmare, productivitatea este crescută, ceea ce presupune o scădere a costului de prelucrare a pieselor de prelucrat. În același timp, repararea unor astfel de mașini provoacă o mulțime de dificultăți. Prin urmare, în timpul funcționării lor, se acordă o atenție deosebită întreținerii preventive, identificării în timp util și eliminării problemelor.
Caracteristici de configurare
Înainte de a începe operarea echipamentului de întoarcere a turelei, este foarte important să îl configurați. Include mai multe etape principale.
-
Instalarea echipamentelor pentru fixarea piesei de prelucrat, instalarea sculelor tăietoare și auxiliare.
-
Stabilirea opririlor, necesare pentru ghidarea tijelor și limitarea mișcării etrierelor.
-
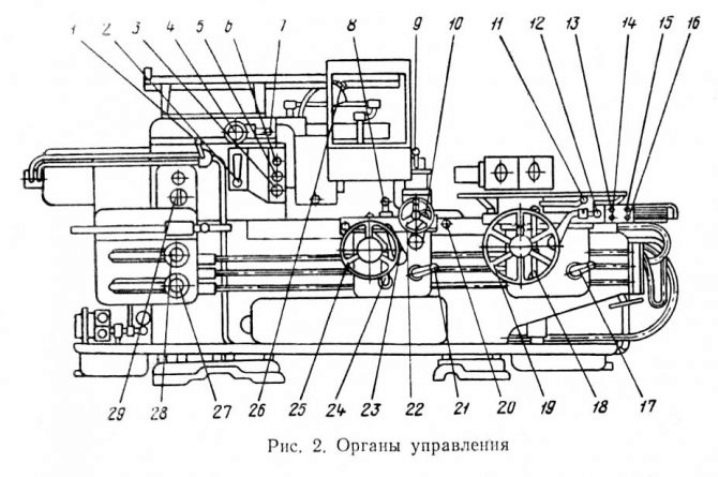
Instalarea unității de control pentru came, mufe, întrerupătoare, mânere și alte dispozitive pentru a obține o frecvență dată de mișcare a axului și viteza necesară a sculei de tăiere.
-
Procesare de testare câteva elemente de probă, verificându-le adecvarea pentru operarea ulterioară.
-
Reconciliere și, dacă este necesar, reajustarea locației opritoarelor pe mașină conform unui proiect dat.













Comentariul a fost trimis cu succes.